










.webp)
-r8fslg51nt6wgjtvh6yldxb1gtkgm3lpe0oq1akgog.webp "颗粒活性炭(granulare Aktivkohle)")
-r8fsli0q1h9h3rr567ruiwtynlb71ht629zozuhoc0.webp "Säulenförmige Aktivkohle")
-r8fslbfupn0gui0p8mxgjghqhw7mjm31pdfamwrfjk.webp "粉末活性炭(Pulver-Aktivkohle)")
-r8fsle9da54btbwls65c8xs4a1tq6pe8prdr2qn90w.webp "蜂窝活性炭(Aktivkohle mit Wabenstruktur)")





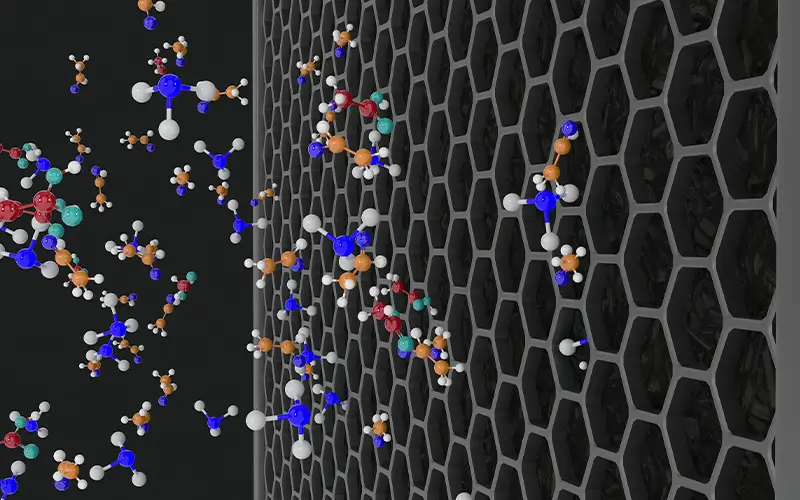
Überlegene Adsorptionsleistung:
Unser hochporöser, speziell formulierter Kohlenstoff verfügt über eine außergewöhnliche VOC-Adsorptionskapazität (>95%-Entfernung für gängige Lösungsmittel wie Benzol, Toluol, Aceton) und gewährleistet die Einhaltung strenger Emissionsvorschriften.
Verbesserte Haltbarkeit und Regenerierbarkeit:
Robuste mechanische Festigkeit minimiert Abnutzungsverluste. Eine maßgeschneiderte Porenstruktur ermöglicht effiziente thermische/Mikrowellen-Regenerationszyklen und senkt so die langfristigen Betriebskosten erheblich.
Technischer Support:
Wir bieten maßgeschneiderte Lösungen und Beratung zum Lebenszyklusmanagement für optimale Systemleistung und Kosteneinsparungen.
Validierte Leistung und Konformität:
Von unabhängigen Stellen auf Einhaltung globaler Standards geprüft (z. B. EPA-Methode 25, EN 12941). Bietet dokumentierte Nachweise für Umweltprüfungen.

Mit Schwefel imprägnierte Aktivkohle entfernt effizient Quecksilber und saure Gase und bietet eine hervorragende Luftqualität...