.webp)
-r8fslg51nt6wgjtvh6yldxb1gtkgm3lpe0oq1akgog.webp "颗粒活性炭(granular activated carbon)")
-r8fsli0q1h9h3rr567ruiwtynlb71ht629zozuhoc0.webp "Pillared activated carbon")
-r8fslbfupn0gui0p8mxgjghqhw7mjm31pdfamwrfjk.webp "粉末活性炭(Powder activated carbon)")
-r8fsle9da54btbwls65c8xs4a1tq6pe8prdr2qn90w.webp "蜂窝活性炭(Honeycomb activated carbon)")





")
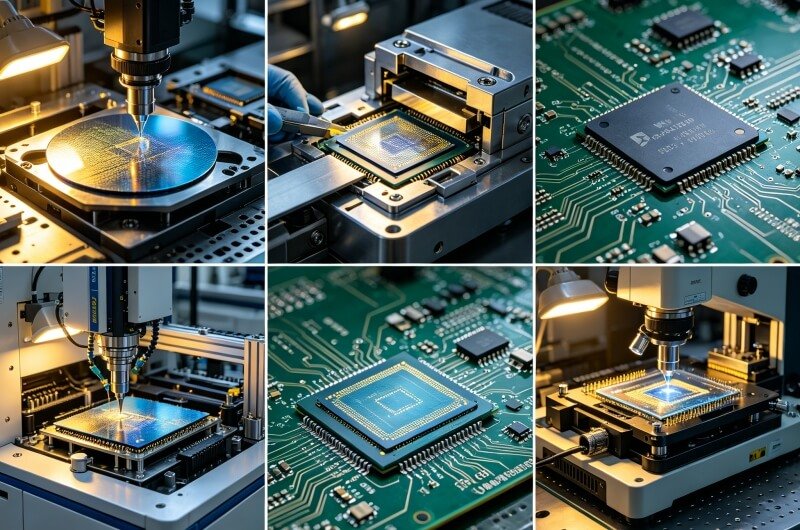
Ultra-Low Impurity Content:
Carefully selected and controlled raw materials for activated carbon ensure minimal ash content and metal leaching, meeting strict purity requirements for ultrapure water and sensitive industrial applications.

Excellent TOC Removal Performance:
Highly developed pore structure in activated carbon enables efficient adsorption of trace organic contaminants, enhancing TOC reduction and ensuring superior water purification performance.
Strong Catalytic Dechlorination Ability:
Rapid removal of chlorine and chloramines using activated carbon protects RO membranes from oxidation, ensuring stable performance and extending lifespan of downstream water treatment systems.
High Stability and Reliability:
Consistent activated carbon performance under continuous operation ensures stable ultrapure water production and reliable high-purity treatment efficiency.
")
Optimized for High-Tech Industries:
Designed with activated carbon to meet stringent requirements of semiconductor and electronics manufacturing processes for high-purity contamination control.